

MOOJIN CAST ON STRAP
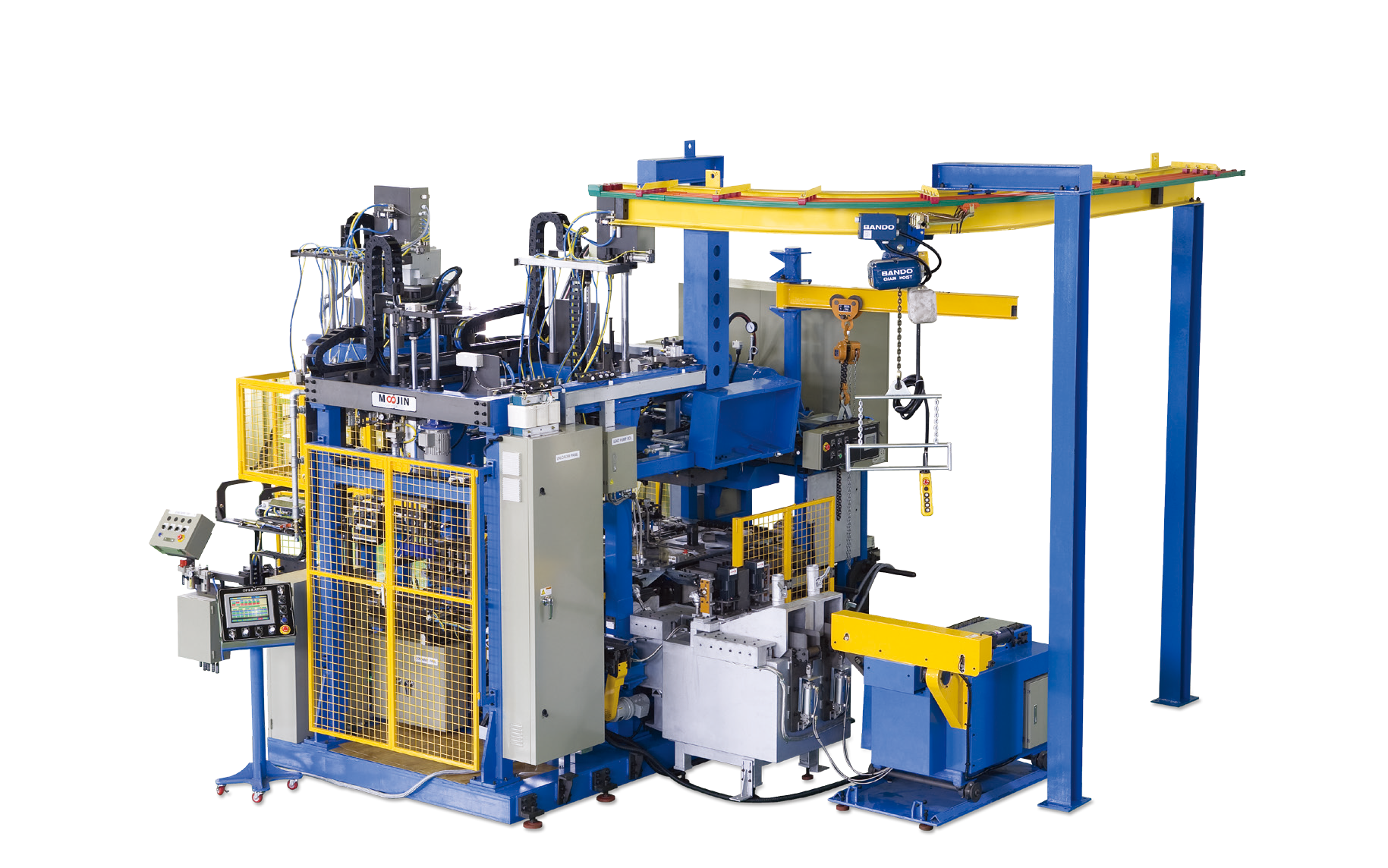
1. 设备特点
- 生产性 : 约4.5只 / 分 (PE LN3电池基准 )约2.5只 / 分 (AGM LN3电池基准)
- 全自动运行
- 换型
· 普通车辆用电池 : B型转D型 约20分钟
· AGM电池 : B型转D型 约30分钟
· PE型号转AGM型号约40分钟
2. 设备详细资料
- 适应电池范围 : 长 185-345, 宽 125-180, 高 175-250(mm)
- 气动元件 : SMC
- 功耗
· 马达 : 10 kW
· 铸焊模具 : 18kW
· 铅炉 : 24kW
· 预备模具 : 18kW
- 铅炉 : 电式铅炉
- PLC : MITSUBISHI, 触摸屏 : PROFACE 或 MITSUBISHI(选项)
- 感应器 : KEYENCE, OMRON, MITSUBISHI (选项)
- 设备大小及重量 : 长 3,800, 宽 3,600, 高 3,200(mm) / 约12.5吨
3. 每工位详细资料
• 第一工位 : 上载及整理
- 顶部极耳整理装置&底部振动台
- 180°旋转型或直线型自动上载机
- 自动夹紧装置&两种膜盒 (PE汽车用电池 : 气压方式膜盒, VRLA电池 : 伺服方式膜盒)
• 第二工位 : 极耳刷, 助焊剂, 烘干, 镀锡
- 极耳刷, 助焊剂, 烘干, 镀锡
- MOOJIN推荐 : 因铅粉而导致助焊剂的质量, 所以推荐极耳刷装载到包缝机设备上 (客户要求时也可以安装在COS上)
• 第三工位 : 模具
- 用伺服马达调节极耳插入深度, 时间, 速度.
- 用数控流量计精准调节冷却水量
- 模具预热装置可以控制各部位的温度以及冷却水
• 第四工位 : 卸载
- 自动供应电池壳, 极群插入以及排出
- 膜盒张开装置有两种方式 (PE汽车用电池 : 气压方式膜盒, VRLA电池 : 伺服方式膜盒)
- #2, #4, #6 卸载抓手可180°旋转
- 用伺服调整卸载抓手间距 (张开 / 夹紧)
4. 耗能
| 电源 | 220V / 380V / 440V * 3-phase * 50 / 60Hz(选项) |
|---|---|
| 气压 | 5 ~ 6kg / ㎠ |
| 冷却水 | 2 ~ 4kg / ㎠ |